Master mold lubricated and ready for injection.

Injection

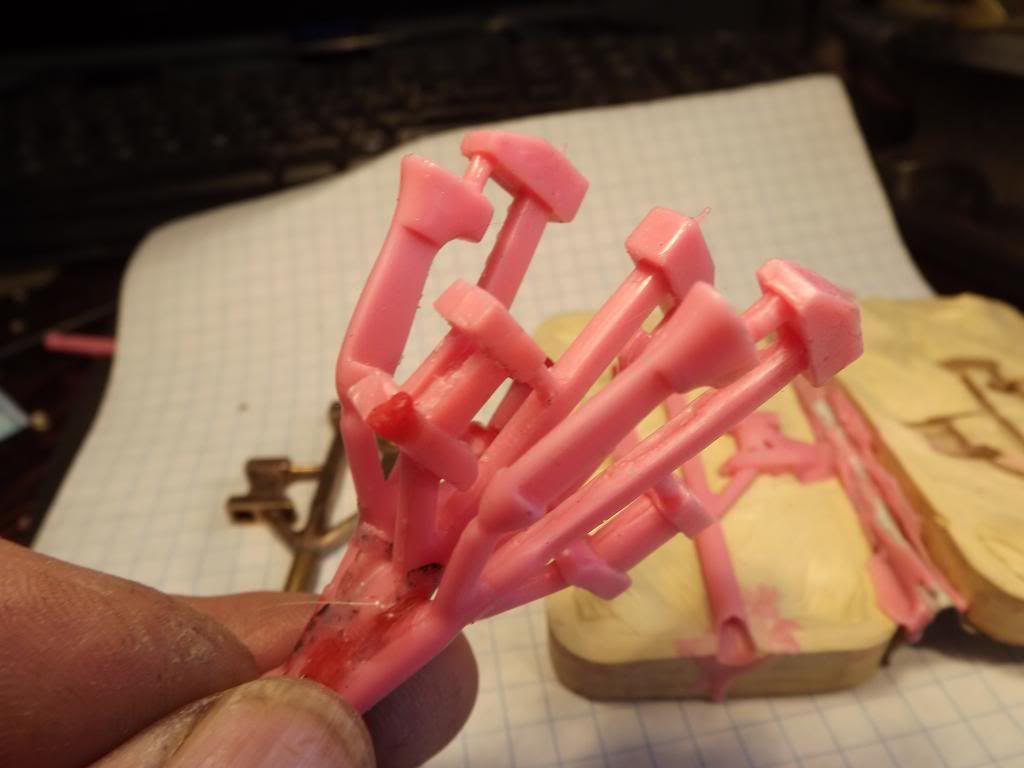
3 copies form a casting tree. It is often more efficient and cost effective to cast multiple pieces in one mold, but the possible hazards are multiplied when a heavier pour is conducted. This cast will call for 3.0 ounces - about the maximum that I dare.
The tree is mounted in a flask. I do have fancy professional flasks but sometimes resort to an old tried and true 12 0z soup can.

The plaster is mixed in proper proportion, and air is vacuumed and vibrated out on a shake table under a bell jar hooked up to a vacuum pump.

In the burn- out oven 8 hours with heat stepped up incrementally to about 900 degrees F,

Next comes the exciting part - centrifugal casting machine and molten metal. I'll try to do a video of this process so that it can be fully appreciated

A perfect shot as demonstrated by the "cast button". This is desirable so that as metal in the mold cools and shrinks it can draw from this.

The mold is broken to reveal a successful cast. Now I can breathe again.


The pieces are cut from the cast tree

And now the finish work begins.

The most precise operation may be drilling and tapping these tiny parts.

** see page 18 for details


